PVC(塩ビ・ポリ塩化ビニル)とは|用途や種類、加工実績の説明
軟質-半硬質-硬質:3種類あるPVC(塩ビ・ポリ塩化ビニル)
PVC(塩ビ、ポリ塩化ビニル、英称:Polyvinyl Chloride)は、塩化ビニル(クロロエチレン)の重合反応で得られる高分子化合物で、熱により軟化する為、熱可塑性樹脂に分類されます。
一般的に「塩ビ」や「ビニール(ビニールシート)」として知られ、用途に応じて軟質・半硬質・硬質の3種類に分類されます。軟質タイプは「ソフトビニール(Soft Vinyl)」とも呼ばれ、柔軟性が求められる用途に広く使われています。
塩化ビニルモノマーをそのまま重合した樹脂は、硬くて脆い性質を持ち、紫外線による劣化(塩素原子の離脱や黄変)が起こりやすい弱点があります。しかし、可塑剤(フタル酸エステルなど)を添加することで、柔軟性や耐久性が向上し、工業用途に適したポリ塩化ビニルへと改良されています。
添加剤の量によって、軟質・半硬質・硬質という大別が可能となり、それぞれが異なる特性と用途を持っています。
PVCの特徴
PVCとは、優れた耐水性・耐酸性・耐アルカリ性・耐溶剤性を持ち、また、難燃性、電気絶縁性、等の物性を備えています。 このような優れた物性を持ちながら、安価で、多くの用途に使用されています。組成の60%が工業塩から得られる塩素で有る為、原油依存度が低く省資源であることも特徴です。 基本的に高耐久だが低温環境で衝撃値が低下し脆くなる性質が有り、比重は1.3程度、熱伝導率が小さく線膨張係数が大きいです。
PVCの長所
特性面での長所
- 耐候性が高い 太陽光の紫外線など屋外環境においても長期間の耐久性を発揮し、低メンテナンスで利用可能。
- 優れた耐薬品性 アルコール、アルカリ、酸などに強い耐性を持つ。
- 高い難燃性 燃えにくい特性があり、物質として安定している。
- 優れた電気絶縁性 通電しないため、電気関連の用途に適している。
- 高い着色性 多色展開が可能で、デザインの幅を広げられる。
- 省資源性 組成の60%が工業塩から得られる塩素で構成され、原油依存度が低い。
加工特性での長所
- 軟質から硬質まで対応可能 用途に応じて柔らかさや硬さを調整可能。
- 多様な製造技術に対応 射出成型、真空成型、ブロー成型、押出成型、カレンダー成型など大量生産が容易。
- 加工の多様性 切削や溶接が可能で、可塑剤を配合することで複雑な形状にも対応。
- コーティング対応 溶液化したPVCを他の素材に浸透させることでコーティングが可能。
- 表面加工の柔軟性 型押しやエンボス加工(表面の凸凹)に対応。
- 高い印刷適性 表面加工なしでも印刷が容易で、幅広いデザインに対応。
関連記事:射出成型
関連記事:ブロー成形
関連記事:押出成型
関連記事:カレンダー成型
コスト面での長所
- 経済的な素材 5大汎用プラスチックの中で特に安価。
PVCの短所
特性面での短所
- 有機溶剤に弱い 一部の溶剤に侵される場合がある。
- 低い耐熱性 約60~80℃で軟化するため、高温環境には不向き。
- 衝撃性の低さ 耐衝撃性が弱く、割れやすい場合がある。
- 高い比重 比重約1.3で、水に沈む性質がある。
加工特性での短所
- 常用温度範囲の狭さ 低温環境では割れや裂けが発生する場合がある。
- 可塑剤のブリード現象 軟質PVCでは可塑剤が表面に滲み出る可能性がある。
- 密着によるトラブル 印刷面と反対側が密着しやすく、接着が発生。例として、PVC製のポケットに写真を入れると剥がれなくなることがある。
廃棄時の短所
- 難燃性に起因する処理の難しさ 適切な焼却設備が必要。
PVCの用途



- 資材としてのPVCの用途
上下水道管用パイプ、電線被覆、雨どい、サッシ、床材、壁紙、農業用資材(農ビ等)、3Dプリンター材、ビニールレザー、ターポリン - 加工品のPVCの用途
自動車内外装品、ホース、防水シート、ビニールハウス、包装材、医療用パック、輸血チューブ、カテーテル - 装飾等のPVCの用途
バッグ、ポーチ、ケース、テーブルクロス、カッパ、ラップ、ブックカバー、縄跳び、バブルサッカーボール - 様々な分野でも幅広いPVCの用途
PVC(塩ビ・ポリ塩化ビニル)は、軟質から硬質まで柔軟に対応できる樹脂として、汎用性が非常に高く、ポリエチレン(PE)やポリプロピレン(PP)と並び、多岐にわたる分野で活躍しています。
非フタル酸(ノンフタル酸)系PVCとは
フタル酸エステル類を使用しない可塑剤を配合したPVC樹脂です。
従来の可塑剤は樹脂と結合していないため、時間経過とともに気化や溶出が発生し、硬化や環境・健康への影響が懸念されてきました。特に、20世紀末以降、規制強化により食品包装材や乳幼児向け製品ではフタル酸エステルの使用が制限されています。
これより各国で(DEHP)等6種類の可塑剤に、食品が直接触れる容器や包装、乳幼児が口に接触することを目的とするおもちゃへの使用制限や禁止の規制が敷かれてます。

現在では、環境省の報告や各国のリスク評価によりフタル酸エステルは安全性が確認されましたが、非フタル酸系PVCの需要も高まっています。
PVCの優れた着色性(艶・蛍光色等カラーバリエーション)
PVCは透明なフィルムやシートのイメージが強いですが、実際には優れた着色性を持ち、顔料や染料を加えることでカラー透明・カラー半透明・各種淡色から濃色・蛍光色等のバリエーションが可能です。これにより、エンターテインメントやビジュアル系商品の企画においても幅広く活用されています。

PVCの外観(透明・梨地)
透明: 滑らかな表面で高い透明性を持つ。
梨地: 表面に微細な凹凸加工が施され、サラサラとした触感。スリガラスのような見た目ですが、ビニール特有の粘着感が軽減されています。
PVCシートを青味透明にする理由
透明性、艶などの印象・イメージのポリ塩化ビニル(PVC)は本来、経年変化による黄変の傾向があります。
この黄変を防ぐため、製造過程で青味の顔料を添加し、透明感を引き立てています。青味の濃さや配合バランスは、製品の劣化や見た目の印象に直接影響します。
注意点として、時間が経過すると青味が抜けてしまう特性があるため、過去のサンプル品と新品との色味の差異が発生することがあります。これにより、リピート注文の際に注意が必要な場合があります。
PVCの可塑剤について
可塑剤とは、酸とアルコールから合成される化合物で、一般的にエステルと呼ばれます。これらを組み合わせることで、20~30種類の可塑剤が一般的に利用されています。
塩ビPVCに添加される可塑剤には、塩ビとよく馴染み(相溶性)、最少量で必要な柔らかさを実現させ(可塑化効率)、空気中に揮散し難く(低揮発性)、水へ溶け出したり他素材に移行しない(低移行性)等の性能が要求されます。
製品ごとに求められる性能に応じて、最適な可塑剤が選ばれます。
PVCに使われてる可塑剤の種類
可塑剤は、配合する成分によって以下の種類に分類されます:
フタル酸系 アジビン酸系 リン酸系 トリメリット酸系 クエン酸系 エポキシ系 など
中でもフタル酸系は、可塑剤全体の約80%を占める最も一般的な種類です。特に、フタル酸ビス(2-エチルヘキシル)はフタル酸系の中で約60%、全体の50%近くを占める重要な可塑剤として利用されています。
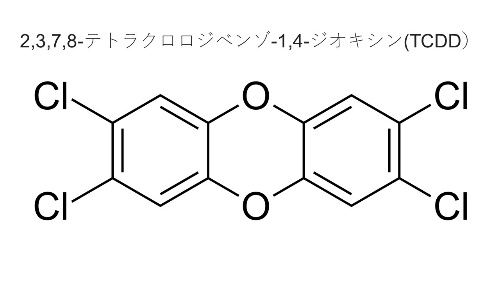
PVCのダイオキシンへの影響
ダイオキシンとは、人に対して発ガン性や甲状腺・免疫機能低下、生殖障害などを引き起こす可能性のある有機化合物の総称です。
ダイオキシンには構成元素として、塩素が含まれてます。1990年代に、塩素系プラスチックがダイオキシン類の主要発生源と考えられ、社会的問題として浮上し、塩素を含むPVC・塩ビ樹脂がダイオキシン生成の元凶と扱われた時期がありました。
その後の各方面での研究が進み、主要発生源は食塩によるものという研究結果もあります。塩素は、食品、調味料、紙類・衣類にも含まれており、また、塩素化合物は、空気中にも浮遊しており、森林火災でも発生するようです。

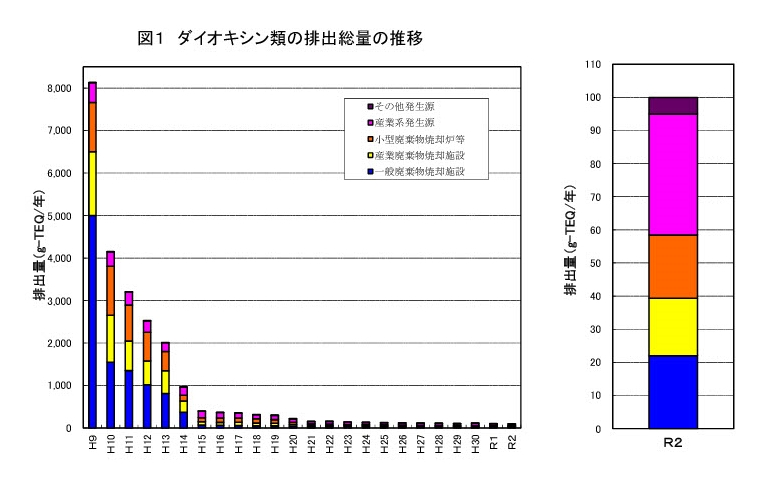
現在では、環境省のパンフレットに記載されてますが、ダイオキシン類は塩素系プラスチックのみでなく、塩素と芳香族化合物を含むゴミ・廃棄物を焼却する際の焼却方法や排ガス処理の方法に起因することが判っています。
1999年に、政府はダイオキシン類特別措置法を制定し、焼却炉の性能向上改善・整備、また、ゴミの分別収集強化を行い、国の施策で生成量は劇的に削減され、2000年を超えた頃には排出量が約95%減少とされてます。
大気中の濃度(平均値)も環境基準値の約1/32とのことです。
1999年に環境省より「焼却条件によりダイオキシン排出は抑えられ、塩ビの影響は少ない」と公表されてます。焼却に伴うダイオキシン発生の懸念はなくなっているのですが、問題視された当時の報道の打撃が勝ってしまい、一部に認知されないという現状が有る様です。
PVCの安全性(環境ホルモンへの影響)
環境ホルモンとは、正式には、内分泌かく乱化学物質(Endocrine Disruptors)と呼ばれるもので世界保健機関(WHO)では、動物や人間の生体内に入った場合、生体内で営まれている正常なホルモン作用に影響をもたらす物質のことです。
1950年頃から環境ホルモンが問題視されてます。PVCを柔らかくにする為に含まれる可塑剤が環境ホルモンへの影響が懸念されました。
可塑剤は、一般的に20~30種類有り、汎用的に使用されてるのがフタル酸エステル系の可塑剤です。中でもすべての可塑剤の約半分を占めるフタル酸ビス(2-エチルヘキシル)DEHPは、人体への影響が気にされ、可塑剤の安全性に関して研究・調査が進められました。
1940年代から内外で多角的に研究が進められ、様々な安全試験が行われており、可塑剤の急性毒性は食塩や砂糖よりも低く、毒性無しのレベルで、皮膚刺激性なども人を含む動物の皮膚に作用を及ぼすレベルでは無いとのことです。
2000年に国際がん研究機関は、無刺激または微刺激の範囲で、人に対する発がん性については、水道水と同じレベルと確認されてます。
2003年に環境省は、環境ホルモン戦略計画SPEED'98で調査した結果、DEHPフタル酸エステルは環境ホルモン作用は無いことを確認し公表してます。
2005年に産業総合技術研究所による詳細リスク評価では、生態系やヒトに対するリスクは懸念されるレベルになく、現行以上の制限措置は不要と結論付けられてます。
2012年経産省の改正化審法に即し、化学物質評価研究機構CERIによるリスク評価でも懸念されるリスクが無いことが確認されてます。

齧歯類への生殖毒性は哺乳類では現れないが、予防的観点で小児用玩具等への使用が日米欧でほぼ同じ内容で制限されてます。 上記の様に、塩ビ樹脂の安全性が確認され、環境に影響があるという認識は是正されてるのですが問題視された当時の報道の打撃が勝ってしまい、一部に認知されないという現状が有る様です。
塩ビの歴史
汎用プラスチックの中で最も古い歴史を持つ塩ビ(ポリ塩化ビニル、PVC)は、その起源を1835年に遡ります。
1835年、フランスおよびドイツの化学者が塩化ビニル(クロロエチレン)を発見しました。その後、1914年にポリ塩化ビニルへの合成方法が開発されましたが、この時点では商品化には至りませんでした。
1928年、アメリカで加工性の高い柔軟なPVCが開発され、実用化が本格的に開始されました。これを契機に、塩ビは優れた加工性と機能性を活かして世界中で商業利用されるようになり、生産量と使用量が増加し続け、今日に至っています。
日本でも1941年と古くから、当時を代表する財閥から販売され実用化されました。太平洋戦争・終戦とともに生産は停止しましたが、1946年に電線被覆用に塩ビの試験生産を再開したのをきっかけに、1947年には一般フィルム、1949年にはレザー、1951年には農業用ビニールフィルムや水道用硬質塩ビ管など、塩ビ製品の工業化が進み、1952年には18社が生産を始めました。
戦後の高度経済成長と工業化の進展により、時計のバンドやバッグ類、様々な分野での材料として普及、1969年にはPVC国内生産量が100Ton、1990年には200Tonを超え、中国を中心とした輸出が大幅に拡大した1997年のピークを迎えるまでPVCの生産量は増え続けたとのことです。
その反面、焼却条件によるダイオキシンの生成として塩ビ樹脂が疑われ、添加される可塑剤に環境ホルモンが疑われ、塩ビ忌避の風潮が高まり、公共投資の縮小、他素材への転換などにより1999年頃から生産量が下降しました。環境問題においては、国政により安全性の研究・調査が進められ、環境省、経産省、研究機関からリスクが無いことが確認されていますが、問題視された報道の打撃が強く上回り、生産量は下降しましたが、塩ビ樹脂の機械的性能、加工性、風合い、耐久性、リサイクル性等に長け、現在も硬質から軟質までPVC材料は世界中で需要が有ります。
硬質塩ビと軟質塩ビの違い
PVC(ポリ塩化ビニル)の元となる原料は硬いため、柔らかさを付与する可塑剤や、分解・劣化を防ぐ安定剤が配合されています。これにより、優れた加工性を持つ塩化ビニル樹脂が製造されます。
可塑剤の配合量に応じて、硬質塩ビと軟質塩ビに分類され、それぞれ異なる特性と用途を持っています。
硬質塩ビ
硬質塩ビ(硬質PVC)は、可塑剤を含まない、または極少量含む配合で製造されるため、機械的強度が高く、非常に硬い特性を持ちます。熱を加えることで柔らかくなり、さまざまな成型法で加工が可能です。

軟質塩ビ
軟質塩ビ(軟質PVC)は、可塑剤を多く配合しており、柔軟性に優れています。多少の厚みがあっても簡単に曲げられる柔らかさが特徴です。
各種配合剤を加熱、混錬した流動性の原料を、一般にカレンダー法と呼ばれる製法で、加熱されたローラーに挟みながら圧延し、薄く製膜し巻き取られ、フィルムやシートとなり、医療用途や農業用ビニールハウスと過酷な用途、自動車等工業用から日常的に文具やテーブルクロス等、幅広く使用されてます。

さらに、塩ビフィルムを生地で挟んだターポリン(テント生地)や、生地を貼り合わせた塩ビレザーなどの複合材料も多く利用されています。
プラスチックのリサイクル
プラスチックのリサイクルは、大きく以下の3つに分類されます:
- 1. マテリアルリサイクル(Material Recycle, MR)
廃材を元の材料に戻して再利用する方法で、材料資源化とも呼ばれます。 - 2. ケミカルリサイクル(Chemical Recycle, FR)
化学分解により原料化を図る手法で、国際規格ISOではフィードストックリサイクル(Feedstock Recycle)に分類されます。 - 3. サーマルリサイクル(Thermal Recovery)
廃棄物を焼却し、熱エネルギーを回収する方法で、国際規格ISOではエネルギー回収や熱回収(Energy Recovery)と呼ばれます。

これらのリサイクル手法は、循環型社会の実現に貢献しています。
再生PVC
再生PVCは、使用済み製品や生産工程で発生する廃材を回収し、新しい材料として再利用したポリ塩化ビニルのことを指します。このリサイクル方法は、マテリアルリサイクル(MR)に該当します。
塩ビ製品は、耐久性が高く、異物混入の影響が少ないため、他の汎用プラスチックと比べてマテリアルリサイクルが容易であり、再生率が高いことが特徴です。
農業用フィルムや塩ビパイプなど、製品ごとに関連団体や地方自治体が回収システムを構築しており、リサイクル率は60~70%と非常に高い水準を維持しています。
再生PVCの製造工程
提携先から、使用済みのPVC製品や裁断工場で発生する端材を回収・買取します。
回収後、さまざまな色の生地が混在しているため、作業者が目視で同系色ごとに仕分けし、異物があれば手作業で除去します。この作業には、お守りカバーなどの特殊な素材も含まれることがあります。
再生PVCは色味が多岐にわたるため、製造前に同系色に仕分けされた材料を手作業で検査します。汚れ、劣化、異物混入をチェックした後、切断・粉砕して溶融します。加熱されたロールで材料を延伸・切出しながら、カラーサンプルを確認しつつ調色を行います。この工程は、熟練の技術者が20年以上の経験を活かして行い、白色光の下で細かい色調を調整します。
調色が終わると、カレンダー成型機で蒸気加熱された4本の延伸ローラーを使用して材料を圧延し、循環水冷却ローラーで厚みを均一化させます。その後、巻き取り作業を経て、新たな再生PVC材料として出荷されます。

材料準備が整ったら、カレンダー成型機で蒸気加熱した4本の延伸ローラーで圧延し、循環水冷却ローラーで安定した厚みに仕上げ、巻取り、新たな再生PVC材料として出荷され、使用されてます。
福榮産業のPVCの加工実績製品
実績品 再生PVCフィルム 名札用12色
お客様のサンプルに基づき、工場立会いのもと再生PVCを使用して名札用フィルムを製作しました。
色味: 青、赤、薄桃、黄、黄橙、黄緑、白、橙、藤、水、緑、桃の12色。
サイズ: 各色0.5t × 915w × 100m巻き。


再生PVCシート12色は、熟練技術者がグラム単位で酸化チタン(TiO₂)顔料を調合し、材料を加熱ローラーで繰り返し練り込みます。カラーチェック後、狙いと異なる場合は成型工程中でも調色・練り込みを繰り返し、1日で12種類のシートを製造しました。
実績品 再生PVC製名札(色生地タイプ)
指定された形状2種類、色味12色の園児用名札を製作しました。
効率よく生産できるよう、多面取り配置で設計したデザインを採用し、ウェルダー加工用金型を製作しています。印刷は行わず、専用ネームカードが付属しています。



材料: 再生PVCフィルムとPVC粉ふり透明材料。
加工方法: 高周波ウェルダーで融着加工後、安全ピンを取り付けてポリ袋に10個ずつ包装。専用ネームカードとバーコードをセット。
実績品 PVC製名札・ワッペン(印刷タイプ)
指定形状10種類、色味10~12色の園児用名札を製作しました。
多面取りに配置したデザインを行い、印刷用製版と、ウェルダー加工用金型を準備します。記入式、または、各種形状毎に投込みネームカードを付属します。


材料は、PVC粉ふり透明、PVC梨地クリア、PVCなんでもシート白色を組合せ、裁断後、デザイン及び色味毎に調色されたインクでシルク印刷、各形状の金型でウェルダー加工を施します。可動出来る様、安全ピンを白いスポンジで巻き、カシメにて固定します。
10個ずつポリ袋に入れ、ネームカードとバーコードを投込みセットする、継続品です。
実績品 軟質PVC製バッヂ
軟質PVC白を基材とした、直径Φ50~Φ70ほどの丸型、楕円形のバッジです。
表面には、お客様より完全デザインとして、入稿された絵柄で、シルク印刷、裏面には、安全ピンが取り付けられるように2つの抜き孔を施工し、高周波ウェルダー加工で合わせます。

耐汚性・耐水性に優れ、イベント用として繰り返し使用されています。
実績品 硬質PVC製ネームタグ(ネームプレート)
硬質PVCプレートを用い、縦40~横70mmの楕円形ネームタグを製作しました。
基材の色味は青色、または、赤色の2色選定し、表面には白色、または、金色を基調とし配色されたご指定のロゴをシルク印刷を施した後、抜き加工で形状を仕上げます。

裏面には、ユニフォームの胸に固定出来る様に、安全ピンやクリップ、または、クリップ付安全ピンを取り付けています。
お客様の用途により、使い分けされてる様です。

